手機版
網站(zhàn)首頁(yè)
關於我們
資(zī)質榮譽
新聞資訊
公(gōng)司新聞
行業(yè)動態
產品中心
五(wǔ)金(jīn)衝壓件
衝壓拉(lā)伸件
銅鋁衝壓(yā)件
不鏽鋼衝壓件
五金電子配件
汽摩配件
機械(xiè)設備配件(jiàn)
定製(zhì)各種異型衝壓件(jiàn)
設備展示
公(gōng)司場景
售後服務
聯係我們
新聞資訊
News
公司新聞
行業動態
實例說明五金衝壓件工藝方案的確認過程
來源(yuán):
滄州十大免费看黄的视频软件合集機械製(zhì)造有限公司
日期:
2021-06-16 09:55:54
點擊:
2354
屬於:
公司新聞
衝壓件廠
的工藝人員在設計衝壓(yā)件的工藝前,要對這個
衝壓件
產品進行衝壓加工的可行性分析,也叫工藝性分析,然後確定這個(gè)衝壓件工藝方案。下麵就以實例來說明下
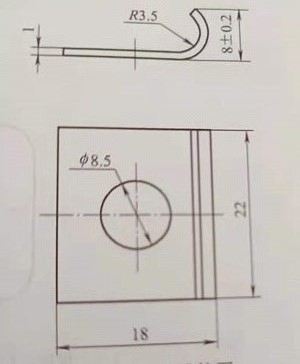
上圖是某(mǒu)
五金(jīn)衝壓件廠家
生產的壓板,材料
10鋼(gāng),厚度1mm,中批量生產,試(shì)進行彎曲工藝設計。
由上圖我們可以看出,這是(shì)個
衝壓彎曲件
,形狀較(jiào)為簡單,除了高度(
8±0.2)mm有精度要求(qiú)外,其餘尺寸沒(méi)有(yǒu)精(jīng)度要求,材料為10鋼,衝壓性能較好。根(gēn)據其形狀和尺寸要求,可采用的衝壓工藝方案有:
種方案(àn)是采用單工序模,即落料
-彎曲-衝孔;
第二種方案是將落料、衝(chōng)孔工序(xù)合(hé)並為複合模,即落料、衝孔
-彎(wān)曲成形。
分析彎曲工藝性要求,該(gāi)衝壓件的相對彎曲半徑
r/t=3.5<5,變形(xíng)程度較大,因此回彈量不大,但該製件形(xíng)狀不對稱,彎曲時應重點解決坯料的偏移問題。應采用先衝出的孔定位,以防止偏移。同(tóng)時考慮製件為中批量(liàng)生產,因此(cǐ),采用方(fāng)案二較好(hǎo),精度、結構(gòu)、尺(chǐ)寸和材料能(néng)滿足工藝要求。
衝壓件(jiàn)廠
的工藝人員(yuán)在(zài)拿到衝壓件的產品圖後必須進行(háng)充分的可行性工藝(yì)分析,才能確定出較為切(qiē)實可行的衝壓生產工藝方案。
推薦文章:
衝壓件廠模具製造條件及水平對衝壓(yā)方案的製約
上一新聞:
祝賀我國神舟十二號載人飛船發射成功
下一新聞:
五金衝壓模具配件有哪些
友情鏈接
五金衝壓件
五金衝壓加工
五金衝壓件廠家
五金拉伸件
衝壓件
關於我們
資質(zhì)榮譽
新聞資訊
公司新聞
行業動態
產品中心
五金衝壓件
衝壓拉伸件(jiàn)
銅鋁衝壓件
不鏽鋼衝壓件
五金電(diàn)子(zǐ)配件
設(shè)備展(zhǎn)示
公司場景
聯係人:
楊經理(lǐ)
手機:
13903278178
電話:
0317-8062086
郵件:
btjd200319@126.com
地址(zhǐ):
河北省泊頭市廊泊路(lù)李碼頭工業區(qū)
微信掃描關注我們:
技術支持:
智通澤網絡(luò)科技
滄州十大免费看黄的视频软件合集機械製造有限公司
版權所有
冀(jì)ICP備16019301號-1
十大免费看黄的视频软件合集-十大黄软件免费破解版污下载-十大免费看大片APP软件-十大黄软件免费最新版下载
限公司")